¿qué estás buscando??

1. análisis de piezas de plástico
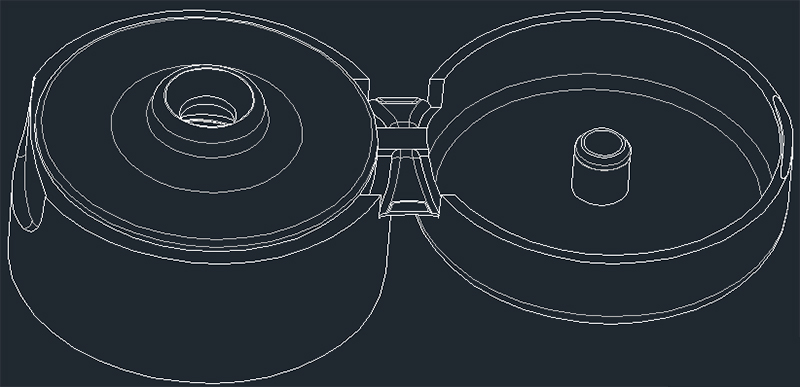
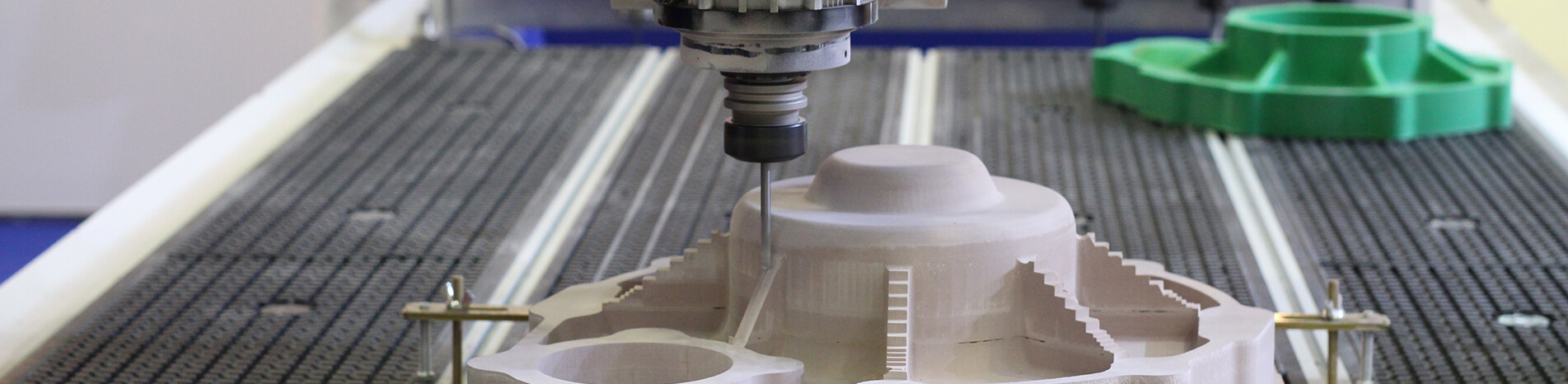
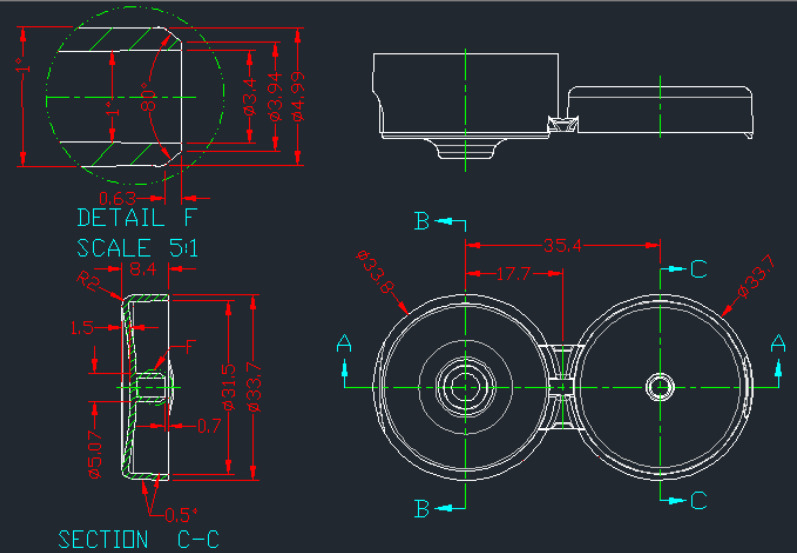
La concha de bowknot es como se muestra en la figura. El material es PP que es 15 % en la tasa de contracción . PP es un plástico cristalino y el material tiene buena flexibilidad y una alta tasa de expansión. tiene buena fluidez, baja absorción de humedad y buena resistencia al plegado, pero su rango de contracción de moldeo es grande, la tasa de contracción es grande y es propensa a contracciones, abolladuras, deformaciones y fuerte direccionalidad. basado en estos factores, los parámetros de moldeo deberían ser estrictamente controlado durante la inyección.
Las partes del producto se dividen en cubiertas superior e inferior, y la conexión de las cubiertas superior e inferior es una conexión de bisagra de plástico típica, que es similar a una forma de mariposa, por lo que se llama arco solapa. Este tipo de solapa se puede abrir y cerrar varias veces y debe moldearse una vez. es muy utilizado en champús y gel de ducha y otros detergentes. con el fin de mejorar la estética del producto y evitar que el líquido derrame, la boca de la cubierta inferior tiene nervaduras en forma de anillo, y los pequeños orificios de las cubiertas superior e inferior están exactamente emparejados. Se requiere que la apariencia sea suave y no se permiten juntas obvias en la superficie de separación. Cuando la tapa superior se abre y se cierra, debe ser flexible, con un tacto y estanqueidad adecuados, y estar en su lugar automáticamente. La elasticidad de cada pieza de plástico está equilibrada y el aspecto es bueno
2. plan de diseño de moldes
(1) Plástico las piezas son de gran volumen productos. Para Evite las marcas de alimentación en la superficie de las piezas de plástico y garantice una alimentación uniforme, el molde adopta una alimentación de puerta latente y la posición de la puerta se selecciona en la parte de la cubierta inferior de la hebilla de la cubierta superior e inferior. El punto de pegamento no es obvio después de que el producto está cerrado.
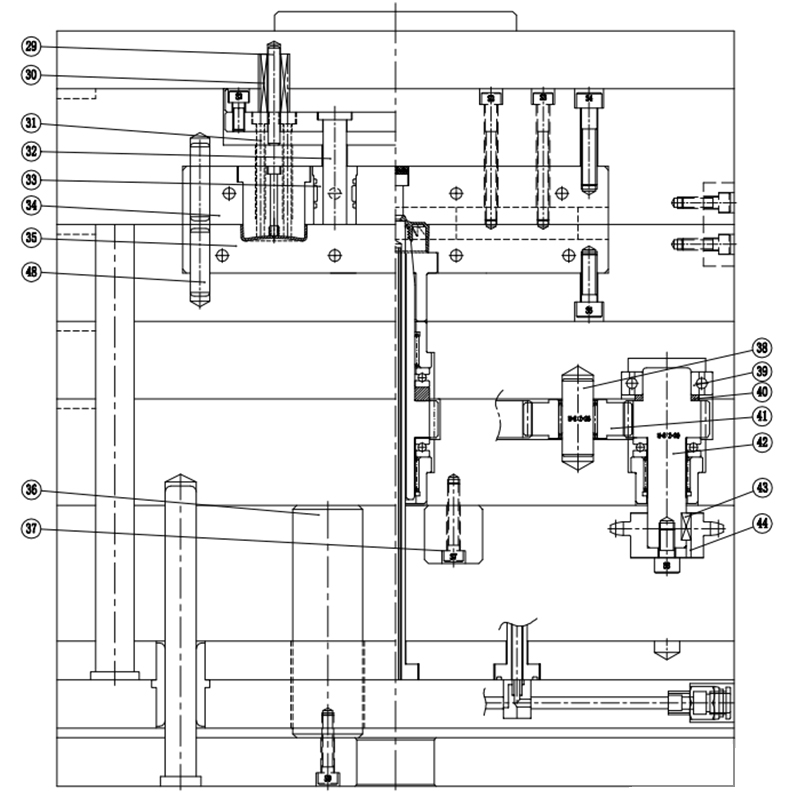
(2) Para Evite las marcas de juntas en la superficie de la pieza de plástico, las partes del contorno de la cubierta superior e inferior de la pieza de plástico están diseñadas en el molde móvil. La selección de la superficie de partición se muestra en el diagrama de molde. Desde la superficie interior de la cubierta superior está en el molde fijo, el producto se pegará al molde cuando se abre el molde, por lo que la estructura de expulsión se diseña en el molde fijo. Las tres cavidades comparten un conjunto de placas de expulsión, y cada cavidad está fijada con cuatro pasadores de expulsión 31. La expulsión de la placa de expulsión de molde fija depende de la fuerza elástica del resorte amarillo 30, y el retorno de la placa de expulsión de molde fija depende del pasador de retorno 32 para empujar la placa hacia atrás.
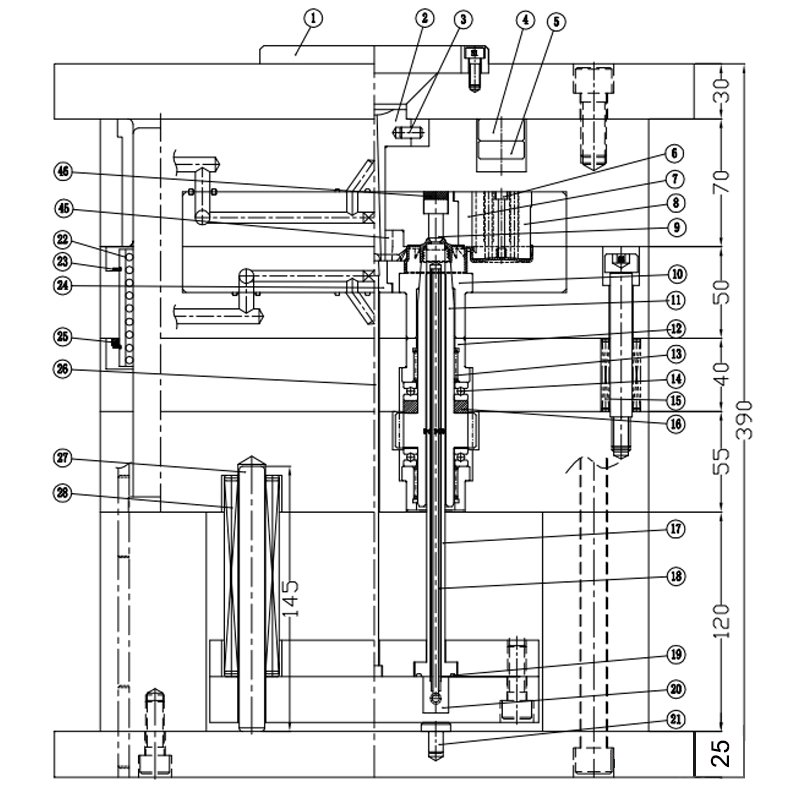
(3) Desde el molde móvil de la tapa inferior de la pieza de plástico tiene roscas, un motor hidráulico está diseñado para desenroscar los hilos y los hilos se descargan a través de la unidad de engranaje de tamaño.
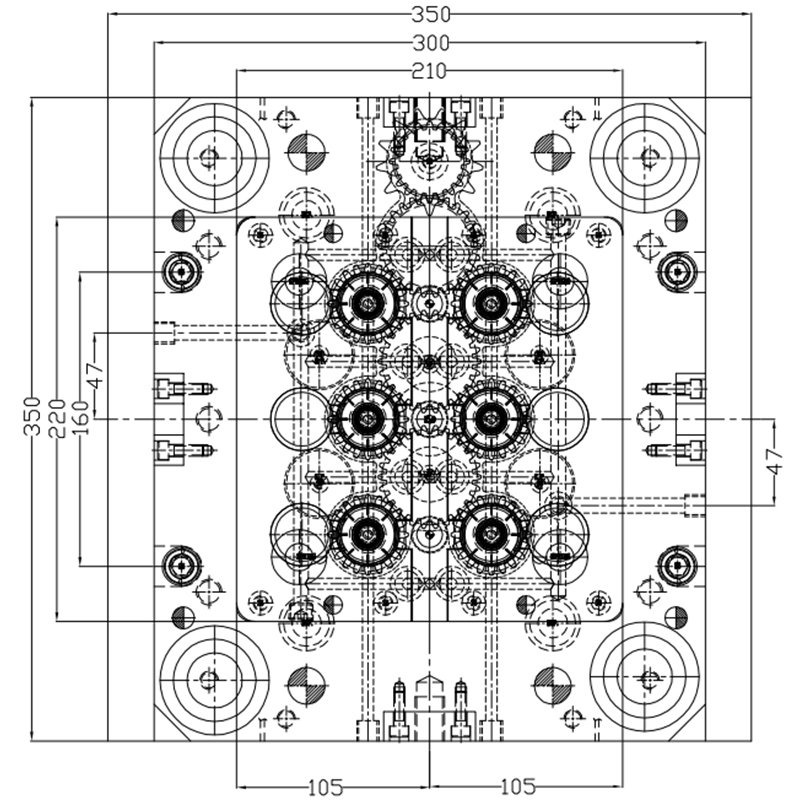
(4) La clasificación del molde es 1 * 6, que puede cumplir con los requisitos de producción en masa.
(5) Para aseguran la precisión de la sujeción dinámica y fija del molde, cuatro bloqueos laterales de posicionamiento de precisión están diseñados en los cuatro lados de la pieza en bruto del molde para guiar el molde.
(6) La placa de empuje está diseñada con un manguito de guía de bola, y la columna de guía adopta un libre de aceite columna de guía lineal tipo ranura para una guía precisa.
(7) El núcleo del molde móvil y fijo está diseñado para un transporte de agua suficiente, y hay una tubería de agua de refrigeración en el inserto de molde interior móvil para garantizar el efecto de refrigeración.
(8) El molde utiliza engranajes estándar con un módulo de 2, y los rodamientos también utilizan piezas estándar para facilitar el mantenimiento.
3. análisis de la acción del molde
Cuando Se abre el molde, se abre la superficie de partición, el producto sigue el molde móvil, se activa el motor hidráulico cicloide y el núcleo giratorio gira para sacar el producto del molde a través de la transmisión de engranajes, y la placa de empuje se expulsa en el mismo tiempo. El material de la boquilla se expulsa a través del dedal para completar un ciclo de inyección.
4. resumen
La práctica posterior a la producción ha demostrado que el diseño del molde es razonable y cumple plenamente los requisitos de la producción en masa. se puede utilizar como referencia cuando diseñando moldes similares.
 IPv6 Network compatible con
IPv6 Network compatible con
 español
español English
English français
français Deutsch
Deutsch русский
русский italiano
italiano 日本語
日本語 한국의
한국의 ไทย
ไทย Indonesia
Indonesia